热门产品
热门阅读
近期更新
广东康明冷却塔降噪厂家
联系人:王经理
电话:13728927868
邮箱:km23055667@163.com
地址:深圳市龙华区龙华大道2125号卫东龙商务大厦A座1916A
广东康明 发布时间:2022-09-09 浏览量:536
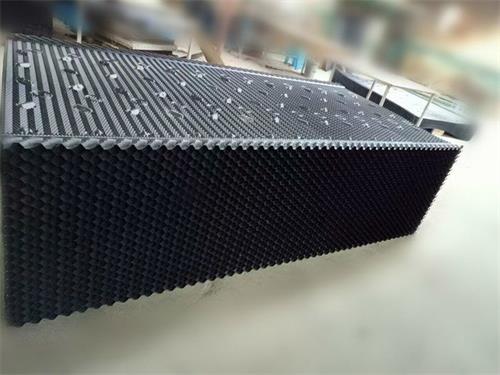
良机冷却塔填料加热,阻力强:撒水填料,良机填料750*800,经中国水利科学院冷却水研究办公室检查,设备填料较好,加热比表面积大,阻力特性好,制冷效果好,用于分散机械通风冷却塔。水收集器重量轻,耐酸性好,冷却效果好,应用广泛,是交叉冷却塔填料。组合温度:65°C~-35°C阻燃好氧指数≥30~应用领域:冷却塔本品解决了浮水问题。
冷却塔的填料块自上而下安装,形成良好的气流通道,放置在块与块之间,层与层之间有一个蜿蜒的布局。填料块整齐地切割在柱角,接缝之间不会从上到下产生直接间隙。放置时,不要将污渍留在填料层,不要安装损坏的填料,以免堵塞气流通道。现场填料组装时,应采取可靠、高效的通风、防毒、防火措施。粘接装配工作应在专用粘接架上进行,并采用可靠的粘接装配工艺。粘接后不会膨胀收缩胶,保证片面粘接率大,粘接率达到90%以上。装配块干燥牢固后,可移动并放置在平坦的地面上。完全固化后,整齐堆积,堆积情况与塔内安装情况相同。填料的装配工作与安装进度基本一致,并进行和谐开展,避免因沉积时间过长而造成损坏和变形。如果装配质量不合格,必须在塔内清除。安装工作应按照定制的固定层进行。
在冷却塔填料的安装过程中,填料固定层、层和装配块中的残渣会得到妥善处理,不会留下散落的污渍。
在冷却塔填料层的施工中,必须注意保持填料层的完整性和稳定性,不得有凹坑和倒苗。对于装配刚度差、承载力弱的填料,禁止立即踩上。填料安装完毕后,在填料上工作时,必须铺平。

在安装期间和安装完成后,不要在填料中进行焊接和切割,并始终采取防火措施。
冷却塔采用全新填料填充,填料拼装块的间距允许偏差为±1.0mm,组装块的相邻表层应相互垂直,形成一个整齐的六面体,每个边缘形成的平面应齐平一致;在室温下,在简单的支撑环境下,有三个支撑环境.0KN/m2.均布荷载一小时后,支承面和荷载面应无明显变形,卸载后应无明显残留变形,粘接点松动率不超过5%,顶部侧向位移小于50mm。
冷却塔填料粘结成块,粘结率不低于90%。
根据现场实际情况,选择塔底进行粘接和组装。填料的粘结应牢固。组装一组后,应立即用平板夹紧,避免成型板本身膨胀收缩造成脱胶。
粘接干燥后可移动位置于平地,沉积高度不超过2米,防止长期暴晒。
在组装块的安装过程中,相邻楼层的左右两侧相互垂直排放。安装工作在不同区域进行,铺设整齐,块之间挤压和覆盖。根据实际边界,对边缘、柱周、塔周等不规则缝隙进行适度切割,确保铺装整齐,覆盖严密,缝隙不超过20个㎜。
温馨提醒:冷却塔填料安装时,派专人检查质量,做好施工验收记录,确保安装质量。
以上就是冷却塔降噪厂家广东康明节能空调为大家带来良机冷却塔填料更换维修(良机冷却塔填料安装)的介绍了,希望对大家有所帮助。
在提升生产效率与应对环境温度的挑战中,冷却塔扮演着至关重要的角色。但您是否曾担忧它无法始终保持最佳性能?让我们的工业冷却系统变得更加强大、智能和高效!是否还在为冷却塔效率不佳而烦恼?现在就联系我们,获取免费定制专属的冷却塔噪声解决方案,与冷却塔噪音扰民彻底告别!
·个性方案:我们的专业团队将根据您的具体需求,打造专属的冷却塔方案,确保您的投资获得最佳回报。
·性能优化:采用我们的方案,不仅提升冷却塔的工作效率,还能有效降低能源消耗,实现高效冷却。
·经久耐用:选择我们的解决方案,将延长冷却塔的使用寿命,减少维修费用,享受长期稳定的冷却效果。
·智能降噪:提供的不围蔽冷却塔降噪方案,采用先进技术,有效降低噪音,同时确保冷却塔的散热效率不受影响。
·立刻行动:拨打我们的免费冷却塔专属方案:13728927868,获取您的定制化解决方案。
文章链接: 良机冷却塔填料更换维修(良机冷却塔填料安装) http://www.szkangming.com/news/591.html
广东康明冷却塔降噪厂家
电话:13728927868
邮箱:km23055667@163.com
地址:深圳市龙华区龙华大道2125号卫东龙商务大厦A座1916A

抖音号

微信号
Copyright © 2022-2025 广东康明冷却塔降噪厂家 All Rights Reserved. |
网站地图 |
粤ICP备2021149527号
 粤公网安备 44030902003126号
粤公网安备 44030902003126号